Modtagelse af din CAD -model evaluerer vi og designanalyseteknologi, og vores CNC -maskiner vil mølle eller maskine din del på en dag. Men med alle de teknologier, der gør det muligt, forbliver den menneskelige faktor kritisk og er ofte den skyldige bag de tilbagevendende problemer, vi ser i CNC -bearbejdede dele. At undgå disse 5 almindelige fejl kan hjælpe med at forbedre design, reducere køretid og potentielt reducere de endelige produktionsomkostninger.
1. Undgå funktioner, der kræver unødvendig behandling
En almindelig fejl er at designe en del, der ikke kræver maskinskæring. Denne unødvendige bearbejdning øger delvis køretid, en vigtig drivkraft for de endelige produktionsomkostninger. Overvej dette eksempel, hvor designet specificerer den kritiske cirkulære geometri, der kræves til del -applikationen (se billede nedenfor). Det kræver bearbejdning af firkantede huller/funktioner i midten og derefter at skære det omgivende materiale for at afsløre det færdige produkt. Imidlertid tilføjer denne metode en betydelig mængde køretid til behandling af det resterende materiale. I et enklere design (se billede nedenfor) skærer maskinen simpelthen delen fra blokken, der eliminerer behovet for yderligere, spildt overskydende materialebehandling. Designændringerne i dette eksempel skar maskinens tid med næsten halvdelen. Hold designet enkelt for at undgå ekstra køretid, meningsløs bearbejdning og ekstra omkostninger.
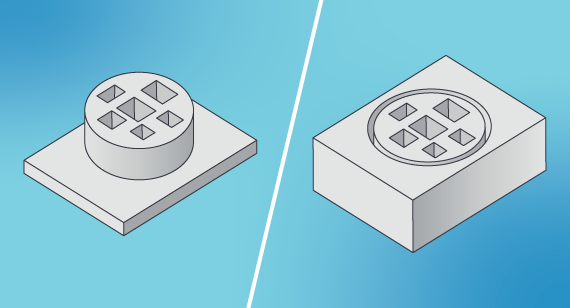
(Højre side er enklere end venstre side, og der er ikke behov for ekstra behandling af overskydende materiale)
2. Undgå lille eller hævet tekst
Din del kan kræve et bearbejdet delnummer, beskrivelse eller firmalogo. Eller du synes måske, at en bestemt tekst ser cool ud i et bestemt afsnit. Tilføjelse af tekst tilføjer imidlertid også omkostningerne. Jo mindre teksten, jo højere er omkostningerne. Dette skyldes, at de meget små endefabrikker var nødvendige for at skære teksten, der køres med relativt langsomme hastigheder, hvilket øger køretiden og dermed de endelige omkostninger. Men hvis din del kan rumme større tekst, kan den større tekst skæres markant hurtigere, hvilket reducerer omkostningerne. Når det er muligt, skal du vælge konkav snarere end hævet tekst, som kræver slibning af materiale for at oprette bogstaver eller tal på delen.
3. Undgå høje, tynde vægge
Vægfunktioner på deldesign er ofte vanskelige. De værktøjer, der bruges i CNC-maskiner, er lavet af hårde, stive materialer såsom wolframcarbid og højhastighedsstål. Ikke desto mindre bøjes værktøjet eller bøjer sig lidt under bearbejdningskræfter, ligesom skærematerialet gør. Dette kan føre til problemer såsom uønskede bølgede overflader og vanskeligheder med at møde deltolerancer. Vægge kan også chip, bøje eller bryde.
Jo højere væggen er, jo større er tykkelsen, der kræves for at øge materialets stivhed. Vægge 0,508 mm eller mindre er tilbøjelige til at bryde under behandlingen og kan bøje eller fordreje senere. Prøv ikke at designe vægge, der er for tykke, da skæreren normalt drejer på 10.000 til 15.000 o / min. En tommelfingerregel for vægge er et 3: 1 -billedforhold. Tilsæt et 1 °, 2 ° eller 3 ° træk til væggen for at tilspidses i stedet for lodret, hvilket giver mulighed for lettere bearbejdning og efterlader mindre resterende materiale.

4. Undgå små funktioner, du muligvis ikke har brug for
Nogle dele indeholder firkantede hjørner eller små indvendige hjørne riller for at reducere den samlede vægt eller rumme andre komponenter. Imidlertid er den indre 90 ° vinkel og den lille rille for lille til vores større skærer. Oprettelse af disse midler, der henter hjørnematerialer med mindre og mindre værktøjer. Dette kan resultere i brugen af seks til otte forskellige knive. Alle disse værktøjsændringer øger runtime. For at undgå dette skal du først bestemme betydningen af rillerne. Hvis de bare er der for at spare vægt, skal du besøge dine designs og undgå at betale for maskinmaterialer, der ikke behøver at blive skåret.
5. Genovervej den endelige bearbejdede del
Vi ser ofte design til injektionsformede dele uploadet til vores bearbejdningstjenester til prototype, før vi køber en form. Men hver proces har forskellige designkrav, og resultaterne kan variere. Tykke bearbejdede funktioner kan opleve buler, warpage, blowholes eller andre problemer ved støbning. En godt designet støbt del med ribben, riller og andre funktioner kræver en langvarig tid til maskinen.
Pointen her er: Deldesign optimeres ofte til deres fremstillingsproces. Du kan starte med at konsultere med vores team for at lære at ændre design af formdelen til bearbejdning, eller bare prototype injektionsstøbning af delen under den endelige produktion.
---------------------------ENDE---------------------------




